How to Use Non-Woven Deburring Wheels on Metal, Composites & Plastics
A complete guide to deburring, edge radiusing, and surface finishing using Pro-Graad EXL and EXL Pro non-woven convolute deburring wheels
Non-woven convolute deburring wheels are among the most versatile tools in any metalworking, fabrication, or finishing shop. Pro-Graad EXL and EXL Pro deburring wheels are built using the same proven non-woven abrasive technology found in premium convolute wheels — a conformable nylon web impregnated with abrasive grain and bonded with resin, tightly wound around a center arbor core. This open-web, self-renewing construction delivers consistent cutting action, reduced heat buildup, and smooth, repeatable finishes that conventional grinding wheels cannot match.
Whether you're removing sharp burrs from machined steel, radiusing laser-cut edges, smoothing composites, or achieving a satin finish on aluminum, this guide covers everything you need to know to get the best results.
What Are Non-Woven Convolute Deburring Wheels?
Non-woven convolute wheels are formed by wrapping layers of open-mesh nylon web material — infused with abrasive grains and a resin binder — tightly around a central arbor core. Unlike conventional bonded grinding wheels, the open web structure allows the wheel to run cooler, conform to workpiece contours, and continuously expose fresh abrasive grain as the wheel wears down. This self-renewing action delivers a consistent finish throughout the entire life of the wheel, minimizing undercutting or gouging and reducing the risk of thermal damage to the workpiece.
The cutting action occurs on the outer diameter of the wheel. Because these wheels are unidirectional, every wheel has a rotation direction arrow printed on its side — always observe it before mounting.
About Pro-Graad EXL and EXL Pro Wheels
Pro-Graad EXL and EXL Pro deburring wheels share the same fundamental architecture as EXL-type non-woven convolute wheels — the same construction style used in premium deburring wheels from leading abrasive manufacturers. They feature a densely wound non-woven nylon abrasive web bonded with a high-performance resin system, giving them the durability needed for heavy deburring alongside the conformability required for quality surface finishing.
Key construction features include:
- Convolute (wrapped) construction — nonwoven material wound tightly around a core for consistent density and one-directional cutting action.
- Continuous grain exposure — as the wheel wears, fresh abrasive grain is constantly revealed, maintaining consistent cutting performance throughout the wheel's life.
- Resin-bonded abrasive — the resin bond secures abrasive grains through heavy use while keeping the wheel conformable to workpiece surfaces.
- Non-smearing, waterproof construction — suitable for use dry, wet, or with cutting oils.
Choosing the Right Wheel: Abrasive, Grade & Density
Selecting the correct wheel for your application is essential for best results and longest wheel life. The three key variables are abrasive type, grit/grade, and density.
Abrasive Type
| Abrasive | Best For | Core Color |
|---|---|---|
| Aluminum Oxide (AO) | Ferrous metals (steel, iron, high-tensile alloys); general-purpose deburring and blending | White / tan |
| Silicon Carbide (SC) | Non-ferrous metals (aluminum, brass, copper), plastics, composites; low-pressure applications | Black |
Grit / Grade
| Grade | Grit Range | Application |
|---|---|---|
| Coarse | 60–80 grit | Heavy burr removal, aggressive stock removal, parting line removal from castings and forgings |
| Medium | 100–150 grit | Light-to-medium deburring, edge radiusing on stamped or laser-cut parts, general blending |
| Fine | 180–240 grit | Final surface finishing, satin finishes, light blending with minimal material removal |
Density
| Density Rating | Character | Best For |
|---|---|---|
| 8 | Softer / conformable | Finishing, light deburring, contoured or irregular surfaces, achieving a uniform finish |
| 9 | Harder / dense | Heavy deburring, aggressive stock removal, long service life in production environments |
Equipment Setup
Pro-Graad EXL and EXL Pro convolute deburring wheels are designed for stationary bench grinders, pedestal grinders, and backstand finishing machines. They are not intended for use on handheld angle grinders.
Recommended Machines
- Bench grinder / polisher (6"–10" wheel) — the most common setup. Standard bench grinders typically run at approximately 3,450 RPM; lower-speed buffers and polishers run at 1,750–1,800 RPM, which is preferable for finishing work and for softer materials like plastics.
- Pedestal grinder — well-suited to production environments using larger wheel sizes.
- Backstand finishing machine — ideal for consistent, repeatable finishing on production parts.
Mounting the Wheel
- Visually inspect the wheel for cracks, damage, or delamination before every use. Never mount or operate a damaged wheel.
- Confirm your machine's spindle RPM is equal to or less than the maximum rated speed printed on the wheel label.
- Mount the wheel so the rotation arrow printed on its side matches your machine's direction of rotation. These wheels are unidirectional — installing a wheel backwards will cause rapid wear and potential failure.
- Secure the wheel using the correct flanges. Flanges must be clean, flat, smooth, and at least one-third the diameter of the wheel.
- After mounting, allow the wheel to run at full operating speed for one minute before presenting any workpiece. Stand clear of the wheel's rotational plane during this initial run.
- Adjust the tool rest to within 1/8" of the wheel face for safe, controlled workpiece presentation.
Personal Protective Equipment (PPE)
How to Deburr Metal
Non-woven convolute wheels excel at removing burrs left by machining, sawing, stamping, and laser or plasma cutting. Follow these steps for best results:
- Remove heavy burrs first. If a part has large, pronounced burrs, knock them down with a file or bench stone before applying the deburring wheel. The wheel is optimized for blending and finishing, not for removing massive protrusions.
- Bring the machine to full operating speed before presenting the workpiece to the wheel face.
- Present the edge to the outer diameter of the wheel — not the face or sides. Apply light, even pressure and let the wheel do the work. Never force the part into the wheel.
- Use a sweeping or rolling motion along edges and across surfaces. Keep the workpiece moving to avoid dwelling in one spot, which causes uneven wear and heat buildup.
- Reduce speed or pressure for finishing passes. Higher wheel speed is effective for initial burr removal; drop to a lower speed or lighter pressure for the final surface finish pass.
- Inspect progress frequently. Non-woven wheels can cut more aggressively than they appear. Check the part regularly to avoid over-cutting or rounding edges beyond the desired radius.
Working with Different Materials
Ferrous Metals — Steel, Stainless Steel, Cast Iron
Use an aluminum oxide (AO) wheel for ferrous metals. A density-9, medium-grit wheel is the right starting point for deburring; follow with a fine-grit wheel for surface finishing. Stainless steel can be brought to a professional satin or #4 brushed finish using a fine-grade silicon carbide wheel as a final step.
Non-Ferrous Metals — Aluminum, Brass, Copper, Titanium
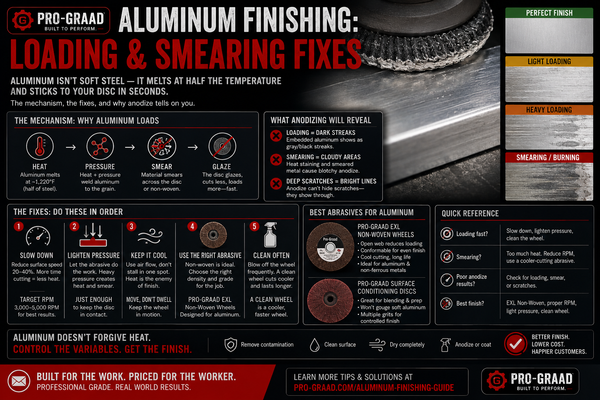
Use a silicon carbide (SC) wheel for non-ferrous metals. Silicon carbide cuts cooler and resists loading on softer metals. Apply lighter pressure to prevent smearing. The open-web, non-smearing construction of Pro-Graad wheels is especially well-suited to aluminum, which can quickly load and clog conventional abrasives.
Composites — Carbon Fiber, Fiberglass, G10/FR4
Non-woven convolute wheels are highly effective on composites for edge cleanup, deburring drilled holes, and surface blending. Use a silicon carbide fine-grade wheel at medium speed with very light pressure. Excessive heat or pressure can cause delamination in composite materials, so keep the workpiece moving and use the lightest pressure that achieves the result.
Plastics — Acrylic, Nylon, Polycarbonate, ABS, UHMW
For deburring and edge cleanup on plastics, use a silicon carbide fine or very-fine grade wheel at reduced machine speed. Plastics are sensitive to heat and can melt, glaze, or smear if the wheel speed is too high or pressure is excessive. Use the lightest possible pressure, keep the workpiece continuously moving, and work on a lower-speed machine (1,750–1,800 RPM) whenever possible.
Surface Finishing Applications
Beyond deburring, Pro-Graad non-woven convolute wheels are excellent tools for achieving decorative and functional surface finishes on metal:
| Finish Type | Description | Recommended Grade |
|---|---|---|
| Satin / Brushed | Uniform directional grain; standard finish on stainless steel and aluminum fabrications | Fine silicon carbide (8SF or 9SF) |
| #4 Food-Grade | Smooth, hygienic finish required for food processing and pharmaceutical equipment | Fine to very-fine SiC |
| Antique / Matte | Low-gloss decorative finish on brass, bronze, or steel | Medium aluminum oxide |
| Weld Blend | Blending weld beads flush with the surrounding base metal | Medium-to-coarse AO or SiC |
| Oxide & Scale Removal | Removing heat discoloration, light rust, and mill scale | Medium silicon carbide |
Wet vs. Dry Operation
Pro-Graad EXL and EXL Pro wheels can be used dry, wet, or with cutting oils — the choice depends on your application and desired result:
- Dry: Suitable for the majority of deburring and finishing tasks. Most practical for general shop use.
- Wet (water or water-soluble coolant): Reduces heat buildup, extends wheel life, and improves cutting efficiency on harder metals and stainless steel. Always stop coolant flow before stopping the wheel to prevent an out-of-balance condition from developing.
- With cutting oil: Increases surface shine and lubricity, particularly effective on non-ferrous metals and during final finishing passes where a higher sheen is desired.
Tips for Maximum Wheel Life
- Apply light, consistent pressure — excessive force accelerates wear without improving cut rate or finish quality. Let the wheel do the work.
- Remove heavy burrs with a file or bench stone before moving to the deburring wheel for blending and finishing.
- Keep the workpiece moving at all times — dwelling in one spot causes uneven wheel wear and excess heat in the workpiece.
- Store wheels in a cool, dry location, away from direct sunlight, solvents, and extreme temperatures.
- Inspect wheels regularly for signs of uneven wear, loading, or damage. Retire any wheel that shows cracking, delamination, or structural damage immediately.
- For wet operations, always stop coolant before stopping the wheel to maintain wheel balance.
Where to Get Pro-Graad Deburring Wheels
Pro-Graad EXL and EXL Pro non-woven deburring wheels are available for purchase on Amazon. Search for "Pro-Graad EXL deburring wheel" or "Pro-Graad EXL Pro deburring wheel" to find the right size and grade for your application.
Shop Pro-Graad on Amazon →For full product specifications, sizing, and technical information, visit the official Pro-Graad website:
www.pro-graad.com
Pro-Graad EXL and EXL Pro non-woven convolute deburring wheels are similar in construction to EXL-type non-woven abrasive convolute wheels widely used throughout the metalworking industry. Scotch-Brite™ is a registered trademark of 3M Company. Pro-Graad is not affiliated with, endorsed by, sponsored by, or connected to 3M Company or the Scotch-Brite™ brand in any way. Any reference to Scotch-Brite™ or 3M in this article is solely for the purpose of describing the general category of non-woven abrasive technology and to assist readers in understanding product construction similarities common across the industry. Always follow all manufacturer safety instructions and applicable OSHA and ANSI standards when operating abrasive wheels.